
Optimizing Set-Up and Adjustment of Crimpers, Sealing Jaws, and Knives
The first two parts of this series explored the potential problems created by end seal wrinkles and creases and ways to eliminate or reduce them on horizontal flow wrappers (Part 1) and vertical baggers (Part 2). In some situations wrinkles or creases are unavoidable, and, even without those issues, most packages have the inevitable transition between multiple film layers created by either a fin or a lap seal. This can make it more difficult to achieve quality seals, and attempts to do so can lead to additional issues:
• Excess pressure can easily crush or split the end seal.
• Overheating distorts the seal and can cause poor hot tack, where the film springs back open, or “moons,” before the seal can set.
The operating window for creating quality seals can be elusive, resulting in packages that leak or are distorted and either fail to protect the product or have little appeal to consumers.

This post reviews some of the detailed solutions in Gearpackaging Corporation’s Knowledge Center that will help you seal over extra layers of film at the end seal by refining the set-up and adjustment of crimpers, sealing jaws, and knives.
Concepts to Optimize Seal Quality

When extra layers of film at the end seal cause sealing issues such as leakers or splitting, which adjustments should be made? Basic Sealing Theory, one of Gearpackaging’s White Papers, explains the relationship between Time, Pressure, and Heat (if applicable) in creating quality seals. Improper adjustment on any one of these three factors to compensate for a sealing problem can easily push the others out of optimal sealing range and create new issues.
Becoming more familiar with the interrelationship between Time, Pressure, and Heat will help you understand why certain set-up procedures and adjustments work and provide criteria for the nuanced decision making necessary to optimize packaging performance. Even if these concepts seem familiar, a good review can prove helpful.
Time

When dwell time is reduced, adjustments can become more critical. For example:
• A slight crimper misalignment might not be detected when dwell times are long, but could cause fracturing at higher line speeds.
• Weak spring pressure could provide adequate seals at slower line speeds, but may cause channel leaks when dwell time is reduced.
Heat
Regulating heat becomes more complex when sealing over extra film layers; it is not as straightforward as simply adjusting the temperature setting within the operating window for the film you are running.
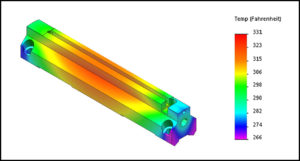
The sealing face of crimpers and sealing jaws is often hotter in the middle than at the ends, where heat dissipates more quickly. These inconsistencies are readily apparent in the adjacent thermal profile. In this situation, temperature settings high enough to seal the outer ends of the package can overheat the center and cause distorted, leaking seals and poor hot tack.
HEAT: Improving Seal Quality and Consistency, a previous P3 Solutions Blog post, explains methods to create more consistent heat profiles across the sealing face to seal more effectively across extra layers of film.
Pressure
Sealing problems can result when the crimpers or sealing jaws exert inconsistent pressure across the end seal, and these issues are compounded by the heat discrepancies described above. Crimpers or sealing jaws must exert enough pressure to create a quality seal at operating temperatures and speeds, but not so much that they distort or fracture the end seal.
Varying thicknesses of film caused by the fin or lap seal, gussets, or wrinkles can make pressure adjustments especially challenging. Gearpackaging provides a number of blog posts, “Tech Bites” videos, and white papers to help you refine these adjustments:

Assessing Crimper and Sealing Jaw Set-Up reviews how using carbon paper will help you determine the location and causes of pressure issues.

Clearance and Pressure on Horizontal Wrappers: What’s the Difference? demonstrates methods for fine-tuning pressure adjustments on flow wrappers.
Producing Quality Packages on Vertical Baggers describes important set-up tips and adjustments. For example, sealing jaw misalignment caused by worn linear bearings can cause excess pressure points that crush or split the end seal.
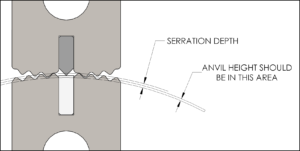 Crimper and Knife Set-Up Tips explains how knife and anvil adjustments on flow wrappers can affect seal quality. When the knife strikes the anvil with too much force, the resulting bounce—referred to as harmonics—pushes the crimpers apart and can reduce the pressure applied to the leading edge of the following package.
Crimper and Knife Set-Up Tips explains how knife and anvil adjustments on flow wrappers can affect seal quality. When the knife strikes the anvil with too much force, the resulting bounce—referred to as harmonics—pushes the crimpers apart and can reduce the pressure applied to the leading edge of the following package.
 Cleaning to Improve Package Quality and Productivity describes how product buildup on crimpers and sealing jaws can magnify problems sealing over extra layers of film, and demonstrates cleaning methods that work without damaging the sealing face or the knife.
Cleaning to Improve Package Quality and Productivity describes how product buildup on crimpers and sealing jaws can magnify problems sealing over extra layers of film, and demonstrates cleaning methods that work without damaging the sealing face or the knife.
 Adjusting Backlash to Improve Quality and Performance explains how reducing backlash on horizontal flow wrappers can help eliminate fracturing and crushing of the end seal.
Adjusting Backlash to Improve Quality and Performance explains how reducing backlash on horizontal flow wrappers can help eliminate fracturing and crushing of the end seal.
Customized Solutions
Contact Gearpackaging Corporation about the unique requirements of your packaging application—the product, seal requirements, machine design and condition, film, line speed, and other variables. We will help you create customized solutions for improving package quality and performance such as parts redesign, developing optimal set-up and adjustment procedures, and training.E-mail Addreess:gearpacking@gmail.com