Description:
AFP12 Aseptic Blow-Fill-Seal System for Plastic Container Parenterals (BFS)
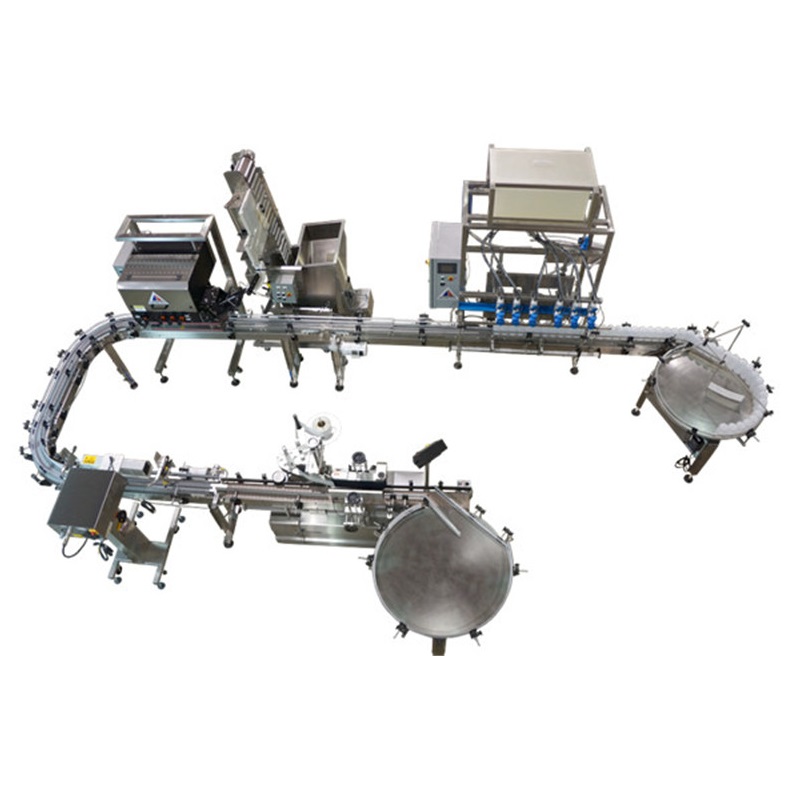
Aseptic Blow-Fill-Seal System for Plastic Container Parenterals (BFS) is to use a special aseptic packaging technology, continuous operation, the medical polyethylene (PE) or polypropylene (PP) particles made of container, automatic completion of filling and sealing process, continuous cycle production fast; It will be a number of manufacturing process integration, in the same equipment as a single process in sterile conditions complete plastic containers of the entire process of blow molding, filling and sealing, etc, and it can effectively ensure the safe use of the product. The equipment has advantages such as low production cost and low management cost, good aseptic stability, high internal quality of finished products and small cross-contamination of products. It Can be widely used in plastic packaging final sterilization products, sterile products and other productive areas. This sterile, non-granulated, non-heat-free blow-Filling-Seal technique is recommended by American pharmacopoeia.

1.Equipment Selection
Refer to the bottle pattern shown in the image below. The equipment chooses AFP12, small capacity preparation, custom machine equipment, 12 extrusion head, 12 cavity, single position arrangement, only use PE material. The relevant information of the machine is as follows:
|
Type
|
Spcs
|
Ext. Num.
|
Bot. Num.
|
Cycle time
(s)
|
Capacity
|
|
AFP12
|
11mL
|
12
|
12
|
16s
|
2500pcs/h
|
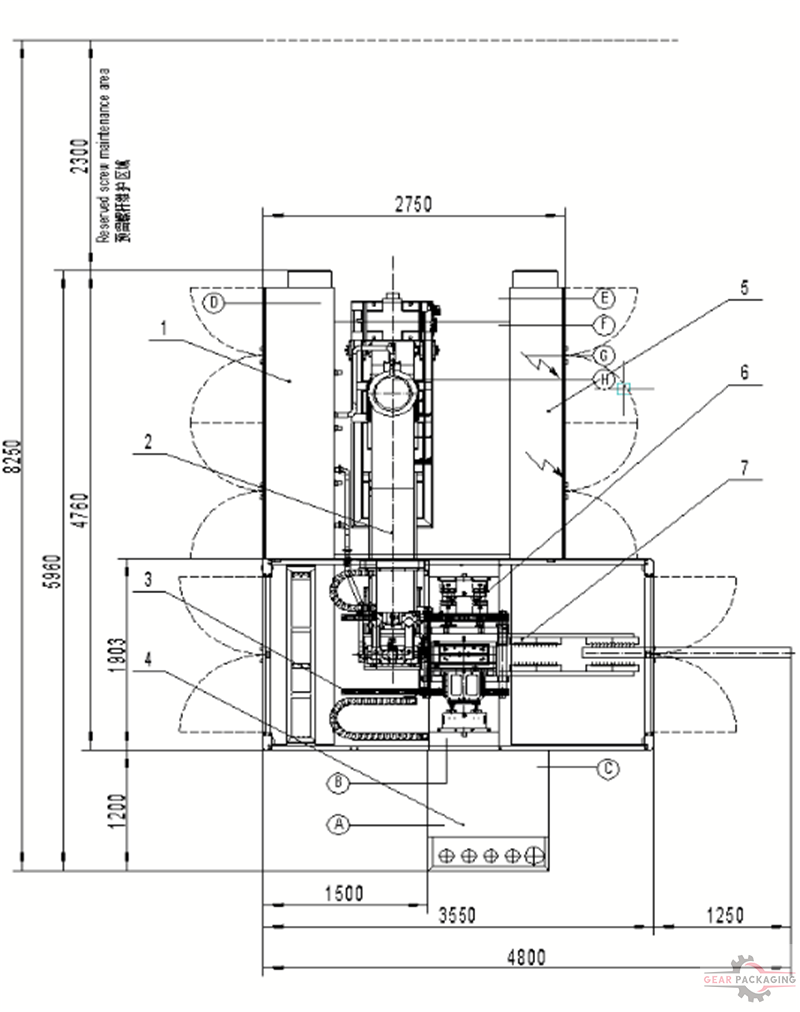
2.Dimension
As below is the AFP12 equipment dimension drawing, this equipment is only used for PE material production. The equipment dimension is 5960(L)×4800(W)×2800(H). Taking into account the screw maintenance and operation, the size of the manufacturing shop requirements of not less than 9200 (L) * 6000 (W) x 3000 (H).
3.Equipment related public works parameters
3.1installed power:140kW,380V,50HZ
3.2Cooling water (urban water):2.2m³/h;Chilled water:6-12℃,1.5m³/h;
3.3Compressed air:1m³/min,6bar
3.4Sterilization steam:2bar-2.5bar,60Kg/h
3.5Sterile compressed air:6bar,0.5m³/min
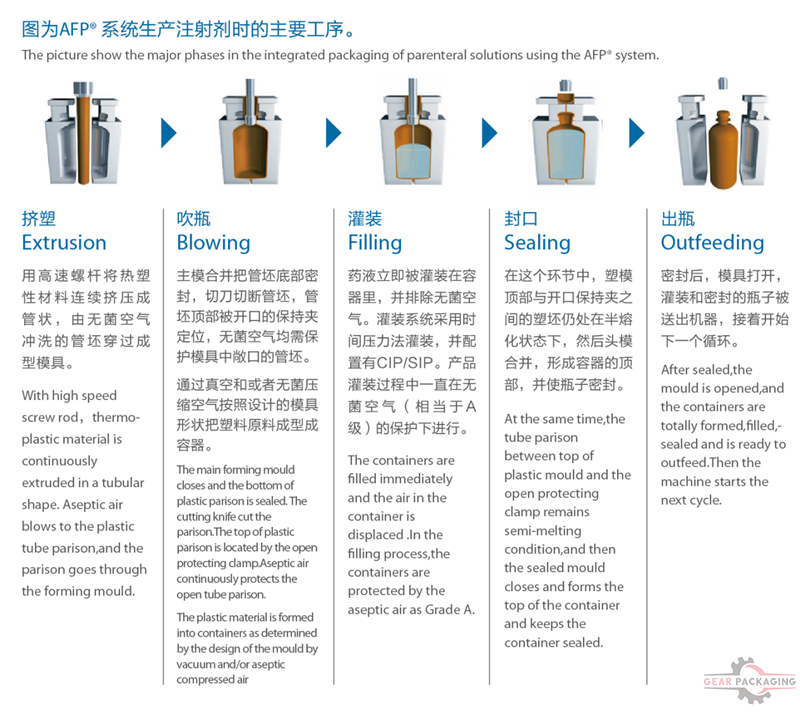
4.Brief introduction of equipment technology
4.1 equipment process
4.2Extrusion parts
The extruder converts the loose plastic particles into molten plastic through the direct drive of the motor. The thermoplastic extruder with a length diameter ratio of 25:1 is equipped with an aluminum casting heater and a temperature control module with a water cooling device to provide accurate control of the 3 extrusion temperature for the extruder; A variable-speed, fully enclosed air-cooled motor drives the extruder through hardened and grinding reducer.
The high speed screw continuously extruded the thermoplastic material into a tubular, vertical plastic tube blank, and the sterile air passed through the extrusion head with a plastic blowing device to Blow the plastic blank evenly.
Main Technical Advantages:
1. Raw material conveying adopts vacuum suction, hopper has sealing device, dust is not leaking. Equipped with different functions of sensors, including material shortage, leakage, alarm, automatic stop, etc.
2. The extruded screw and the extrusion head are made of special non-shedding materials, which are characterized by stable molding, uniform wall thickness and controllable flow velocity, etc.
3. Extrusion parts design has a tube embryo cutting device, including a two-way controlled a heat cutting blade, and the blade cut speed can be adjustable, the speed control of cutter is through on the cylinder (used to control the cutting institutions) flow control valve to regulate.
4. Extrusion parts design with particulate removal device, fixed on a stainless steel manifold blocks direct extraction of particulate below the extruder, and discharged outdoors, a dedicated draught fan provides a certain amount of exhaust.
5. The extrusion parts have designed a waste grabbing device, and the waste grab mechanism can automatically grab out the pipe embryos which can not be used for bottle type production in the process of stopping every time.
6. The temperature of each heating zone can be independently PID adjusted and on-line temperature monitoring, and equipped with the temperature self-adaptive adjustment balancing function of the built-in cooling system.

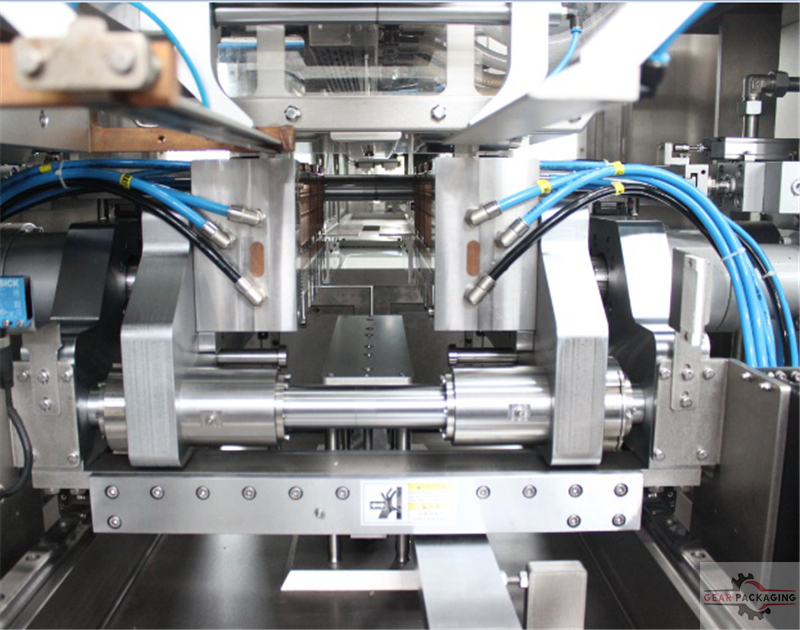
4.3Mould Clamping Unit
The whole part consists of the locking mechanism, the shifting mechanism and the feeding mechanism.
Main die and seal die provide support; The mould frame includes the left and right fixed template and the left and right moving template, and the left and right fixed template is mounted on the supporting guide rail, which is driven by the rotating cylinder to drive the reciprocating movement. The mould is mounted on the moving template, and the hydraulic cylinder of the main mould is mounted on the fixed template, providing power, driving template and mold movement in the process of closing and opening.
The movement of the mould is driven by a 180 degree spiral rotary cylinder, and the oscillating arm drives the clamping mechanism to move back and forth。
The feeding mechanism is driven by two hydraulic cylinders with three positions in the top-middle-bottom. The mould joint mould is the top part of the hydraulic cylinder; When the mold is open, the hydraulic cylinder is in the middle position , when the material is taken out the hydraulic cylinder is in the bottom position , Take off of Reclaimer rod and sheet ; The material is clamped and the sheet is ready to be conveyed to the trimming station.
Main Technical Advantages:
1. the bottle mould movement location has designed a displacement pickup, adopt proportional valve control, oil cylinder speed can be adjusted according to the mold position, guarantee the low speed and high pressure moulding process, to reduce the impact of the mold, improve the service life of the mold, improve the quality of molding.
2. The position design of the moving mode is close to the switch to monitor whether the mold is moving in place, which effectively avoids the operation of the cavity mode and the risk of the non-tube embryo joint mode, and effectively improves the service life of the die.
3. On the top-mid-bottom position of the material fetching mechanism are designed with a proximity switch monitoring cylinder, it can monitor whether the cylinder moves in place, and it can effectively detect the material cylinder each work position, and timely feedback to the whole operating system, and it can quickly and effectively make troubleshooting reaction.
4.4Filling Parts
AFP12 Aseptic Blow-Fill-Seal System for Plastic Container Parenterals (BFS) filling parts adopt time-pressure method to fill. Configuration has a terminal filter (0.22µm) and liquid buffer tank liquid buffer tank equipped with pressure sensor through the sterile compressed air or nitrogen fill high frequency voltage and high frequency pressure to ensure that the pressure inside the tank balance, through high precision weighing module in weighing control filling liquid surface height. The each needle of AFP12 equipment is equipped with independent diaphragm valve control, through the HMI control interface can independently set the filling time of each filling valve and also make a fine adjustment of the amount of filling.
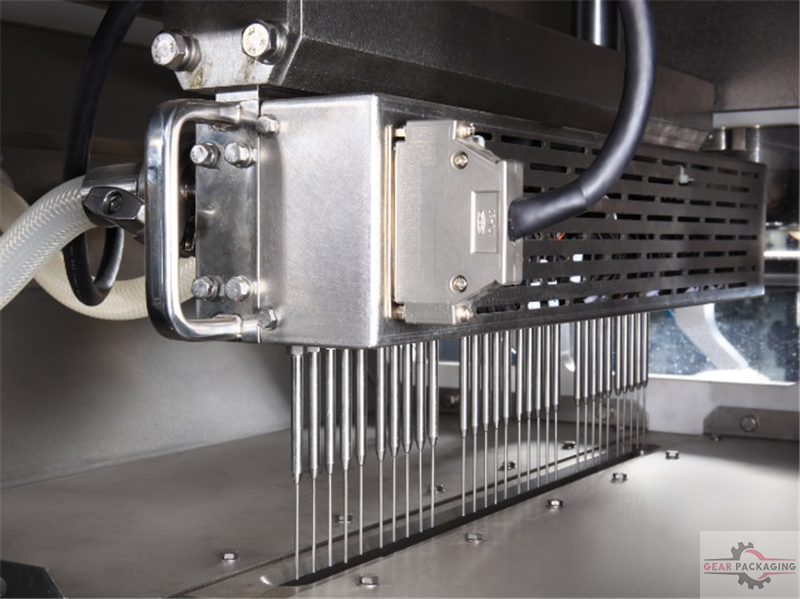
Main Technical Advantages:
1. Using the American inlet filling valve, the filling valve and the irrigation needle are designed without the dead Angle, which can avoid the secondary pollution caused by the residual liquid. The AFP3 device is equipped with an independent diaphragm valve control, and the filling time of each filling valve can be set independently by the HMI control interface to make fine adjustment to the filling quantity.
2. The Filling parts adopt servo motor to drive up the filling needle up and down, it can effectively control filling needle movement accuracy, minimize filling at the same time by the influence of the vibration cause the loss of filling accuracy.
3. The filling parts are equipped with a grade A wind shower device; The whole device is designed for the convenience of disassembly structure, A level wind drench device through the high pressure fan in grade C environment in the wind, through high efficiency air filter, again through the flow board gave to filling sealing area, make filling sealing area to fulfill the requirements of local grade A environment to avoid air pollution by the outside world.
4.The pressure difference between the a-level wind zone and the surrounding environment is not less than 10Pa, with wind speed of 0.36-0.54 m/s. The A class wind shower device can be according to customers demand equipped with A class of environmental inspection instruments and devices, such as anemometer, differential pressure transmitter, dust particle counter, planktonic bacteria monitoring, sedimentation bacteria monitoring, etc.
5.The module of the filling valve group adopts the guide rail structure, which can realize the single operation and replacement of filling needle and filling valve parts, etc.
4.5Scrap Removal Unit
After the bottle is finished fill and seal, it will be sent to the trimming station to cut the waste. The cutting parts are divided into products and waste materials: the cutting tool is controlled by the sensor detection panel, and the cutting tool is powered by the hydraulic system. After the cutting of the plate, the finished products are delivered to the following process by the conveyor belt.
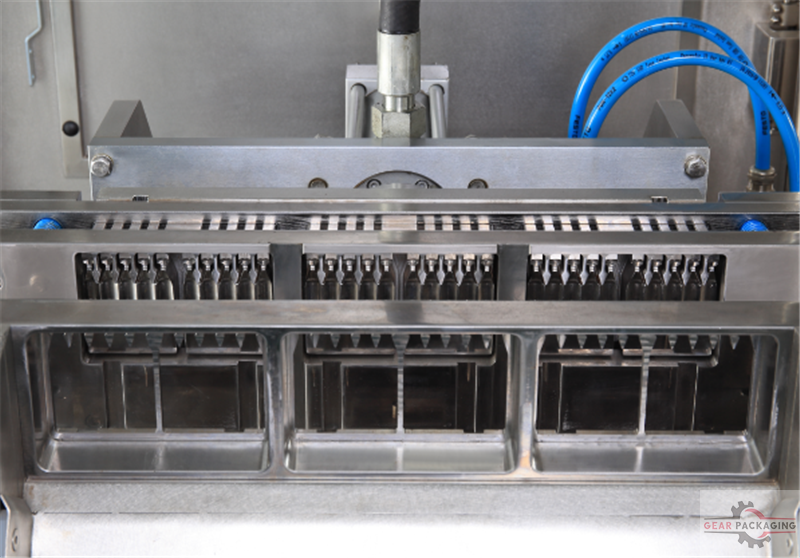
Main Technical Advantages:
1. The cutting edge burr is very small compared with similar products in the market.
2. The cutting edge mechanism is equipped with multiple sensors to fit the key node of the whole system, which can be used to remove the non-filling and cutting function online.
4.6 CIP/SIP System:
The sterile systems include sanitary grade pipeline, sanitary pneumatic valves, throttle valves, and all drains connected to the central condenser for final drainage. All the contact parts are made of SS316L. The equipment contains automatic control of product filtration and sterile air pipeline CIP/SIP and other aseptic system.
The equipment is equipped with two sterile filters (shell) to ensure the aseptic filtration of the embryo blowing air and blowing bottle air . besides, An independent sterile filter (shell) is used for air filtration of the product buffer tank. All the filter shell are equipped with a built-in integrity test port. The filter integrity test system integrated on the machine can detect the air and product filters installed on the machine. The test is set up by the auxiliary panel on the machine. Fully meets the requirement of GMP.

4.7 Mould
The AFP12 device has designed 12 cavity (11ml), It consists of three parts: bottle mould, sealing die and retainer. Each part has separate regulated cooling water and vacuum pipelines. The mould is made of high quality bronze alloy, After heat treatment, it has no deformation, high hardness, high strength, antirust and good polishing performance, and long service life. Its has cooling and vacuum channel and connected with the cooling and vacuum system to ensure the product and mold temperature are consistent.
Main Technical Advantages
1.Mould temperature control is controlled by mould temperature machine, it can keep the mould temperature within a constant setting range, ensure bottle molding quality effectively.
2.Unique mold manufacturing process, it can achieved a high quality surface finish and sealing performance of the bottle for the final product
4.8Cooling, Vacuum and Air-operated Systems
The cooling system is divided into two independent loops: chilled water system(2-3bars, 7-12℃) with urban water system(2-3.5bar, 22℃-26℃, 1.5m3/h). The chilled water system is used for cooling extruder system reducer, extruder bottom sealing clamp, hydraulic system and mould. The cooling of the mold part in the circulation of the chilled water system uses the mold temperature control machine to control the temperature, ensure the mold temperature is constant in a certain range, the cooling circuit of the extruder reducer system and the hydraulic system also have the temperature detection. The chilled water system were cooling extruder waste clamp, reclaimer clamp, blanking frame and extruder screw cylinder.
The vacuum system includes a stainless steel vacuum storage tank, a vacuum valve independently controlled by each branch and a vacuum module of analog quantities.
The Air-Operated system is divided into compressed air system and sterile compressed air system, This system consists of filter device, regulating valve, pneumatic valve island and solenoid valve, which is used for feed tube blowing protection and other functions
Main Technical Advantages
1. All cooling system pipes can adjust the size of water flow independently.。
2. All the cooling systems are systematically arranged in the whole system. The hard tube is used to prevent condensation water and the hose is arranged reasonably.
3. System loop check detection, system interlock alarm.
4.9Hydraulic Pressure System
Hydraulic system mainly consists of hydraulic oil tank, duplex hydraulic pump, accumulator, heat exchanger and hydraulic valve, which provides the power for all cylinders. The Bottle mould cylinder adopts proportional control, which can set the operation speed of each movement at different stages in the operation interface of the main engine, and which can effectively guarantee the product quality.
Main Technical Advantages:
1. The key parts of the whole hydraulic system adopt the Rexroth brand, which can effectively improve the stability of the whole hydraulic power system.
2. The low pressure pump is controlled by servo motor, the high and low pressure pump motor is activated separately, and the energy consumption of the equipment is reduced to a maximum extent.
4.10 Control System
The equipment control system consists of main controller PLC, microcomputer touch screen, valve terminal, temperature controller, servo controller, frequency converter, servo card and other control elements. The password system prevents unauthorized access and only reserved members having access to specific system functions. The equipment is equipped with safety interlock system.
Main Technical Advantages:
1. The control system design meets the requirement fo the GAMP 5 and 21CFR PART211&PART 11;
2. The production related technological parameters such as extrusion temperature and mold temperature and the filling capacity can be displayed and set on HMI.
3. When the equipment operation error, equipment failure, process parameters cannot meet the production requirements, the system automatic alarm and stop.
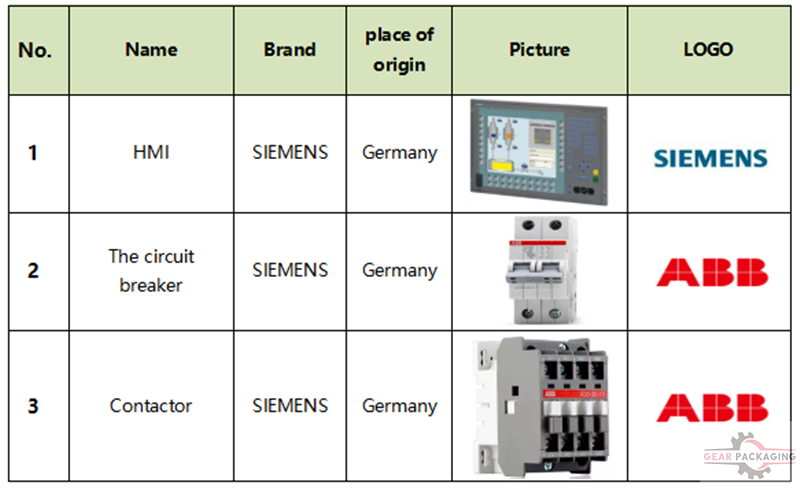
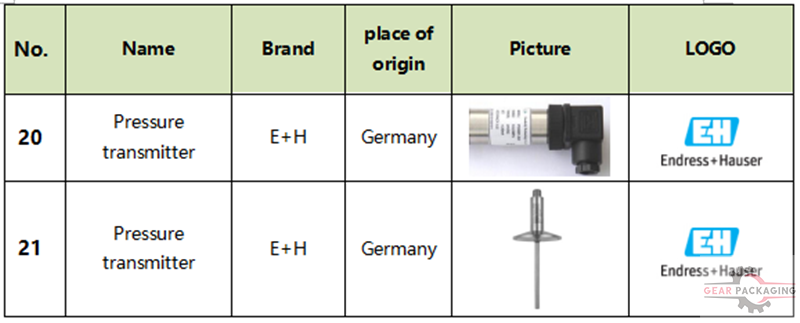
5.Main Configuration:


BFS installation on costomer's factory:





Sample pictures:



Wooden cases packaging before ocean shipping: